��
��1.�ӹ������_��
����
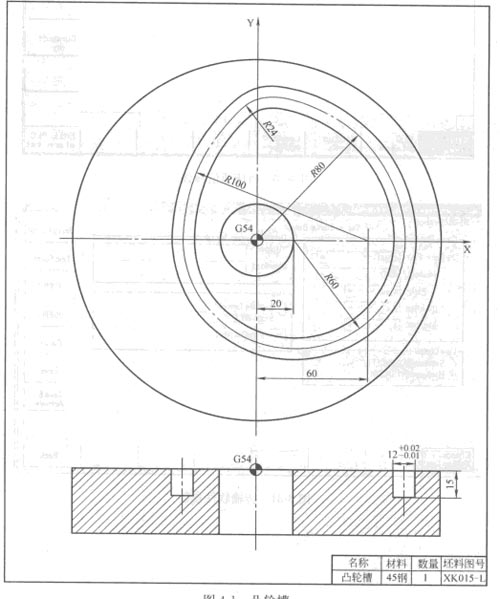
����(1)������� ԓ�D��ijƽ��݆��,�ی���12mm,�����15mm�����ʹ����ͨ�C(j��)���ӹ�,���HЧ�ʵ�,���Һ��y���C��ӹ���������ʹ�Ô�(sh��)�ؼӹ������M(j��n)�мӹ����Կ��ٵ����݆�ļӹ���
����
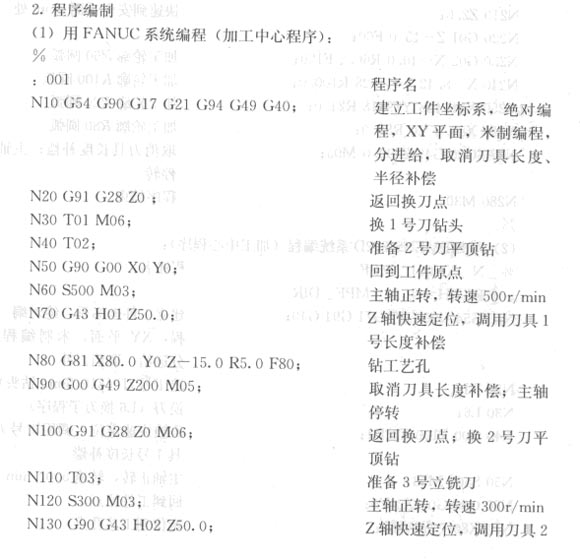
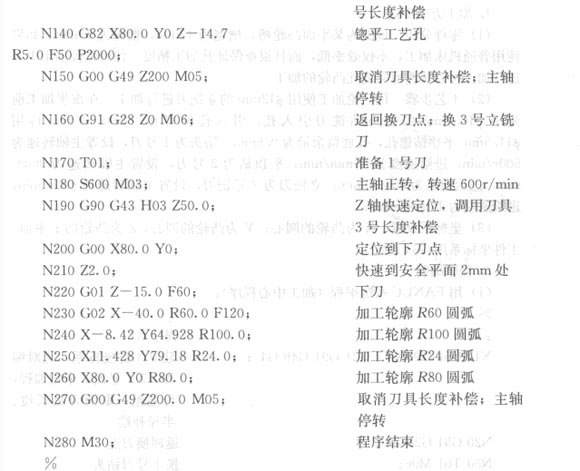
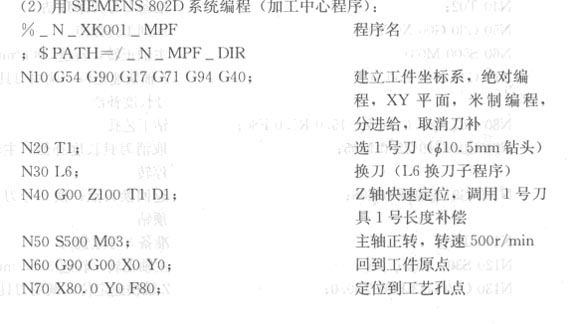
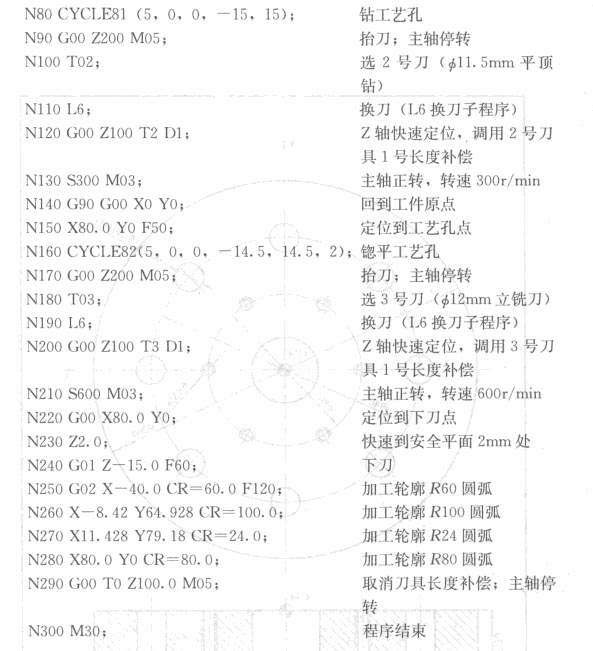
����(2) ��ˇ���E ԓ݆�ӹ�ʹ��@12mm����㊵��M(j��n)�мӹ�.������ӹ�ǰʹ��Φ10. 5mm���@�^�@㊵������.�����λ����(X80. YO).����Φ1.5mmƽ��@㱿�.����������0.5mm,�@�^��1̖��,�O(sh��)�����S�D(zhu��n)�ٞ�500r/min.�M(j��n)�o�ٶȞ�80mm/min;ƽ��@��2̖��.�O(sh��)�����S�D(zhu��n)�ٞ�300r/min����M(j��n)�o�ٶȞ�50mm/min;���11��3̖㊵�,�O(sh��)�����S�D(zhu��n)�ٞ�600r/min.�M(j��n)�o�ٶȞ�120mm/min,
����