�����oՓ����߀�LJ��ȣ����ؼӹ����ďS�Ҷ����࣬��Ώ�Ʒ�Ʒ��ࡢ�r���F���O�����x��*�m�ϵļӹ����ģ����ʹ�@Щ�O��l�]*���Ч�漰�ۺ���յ�һϵ�І��}������ُ�I�ߑ����]�Ć��}��
����
����
һ�������ӹ������x�����
�͑����I�O��ǰһ��Ҫ���Լ��I����Ҫ����ʲô�����ؼӹ�����Ҳ�����f�ܵģ�������һ�_�ӹ������O��ʲô������_���ӹ��������x���O���*����

����
����1�� ���w�������x���Pʽ�ӹ�����
����
����2�� ���������x����ʽ�ӹ�����
����
����3�� �S�������x��܇���ӹ����ģ��ӹ����ļӵ����S��
����
����4�� �ӹ����ͻ��Π���s��������x�����T�ӹ�����
����
����������̖Ҏ���x��
����
�������ؼӹ�����*��Ҫ�Ďׂ��������г̡������_�����S늙C���ʡ�
����
����1�����ؼӹ������г̑����ڹ����ӹ��������Ա��ڳ���
����
����2�����ؼӹ����Ĺ����_�����ڼӹ������ߴ磬�Ա��ڰ��b�A��
����
����3�������_*��������������ڹ����͊A�ߵ�����
����
����4����늙C���ʷ�ӳ�˙C��������Ч�ʣ�����һ������Ҳ��ӳ���������Ժ͙C�����w���ȡ���늙C����Խ����ÿ��犿��г��Ľ���������Խ�࣬�������ؼӹ�������������Խ��������ҲԽ�ߡ�
����
�������磬��������450 mm ×450 mm ×450 mm�����w����ô���xȡ�����_��ߴ��500mm×500 mm�ļӹ����ġ��x�ù����_��ȵ������Դ�һЩ�dz��ڰ��b�A�߿��]�ġ��C�������_��ߴ������ֱ�������г̶���һ���ı����Pϵ�������������_��500 mm ×500 mm���ęC����x�S�г�һ��飨700��800��mm��y�S�飨500��700��mm��z�S�飨500��600��mm���ҡ���ˣ������_��Ĵ�С�����ϴ_���˼ӹ����g�Ĵ�С�����e��r��Ҳ���S�����ߴ���������г̣��@�r���Ҫ������ϵļӹ��^��̎���г̷���֮�ȣ�����Ҫ���]�C�������_�����S���d�������Լ������Ƿ��c�C�����Q�����ߵĿ��g���桢�c�C�����o�ֵȸ����l�������ϵ�І��}��
����
������������ϵ�y�x��
����
����1���M��ϵ�y�r��߷����Ժã����aϵ�y�r��
����
����2��ϵ�y�������ܶ��ѹ̻���������x�������x헃r���e�F���ɸ������H��Ҫ�m���x�����Ƿ�Ҫ���S���S�ӹ���
����
����3��ɽ�|���س��䔵��ϵ�y�����a�P���ۡ��_���´����ձ�����늙C���ձ��l�ǿ�mate-MD/0i-MDϵ�y���ձ�����M70�������T��ϵ�y
����
����4���ɸ����͑�Ҫ���x��
����
����
�ġ������x��������
1���A�P����OR���ҵ��� �A�P����Q���ٶȿ�
����
����2�� ��������Խ�r��Խ�F��������ҲԽ�ߣ��ӹ�����50%���ϵĹ��϶��c�������P
����
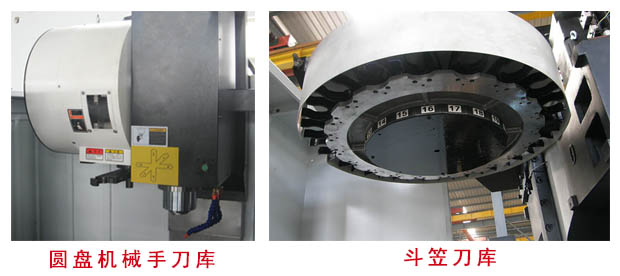
����3�� ���������x��20�ѵ����ҵ��������ĵ��졢���P�����x��40�ѵ����ҵ��������ĵ���������ܝM��Ҫ��
����
����4�� �����������Ҫ�ӹ��Ĺ�����ݴ_�������ķN͔������Ñ���̫��Ϥ�r���əC���S�һ߹����̅f�������ӹ���ˇ�����x�䵶�ߵ�������
����
�����塢������늙C���x��
����
����1�� ���ؼӹ����ĵĿ���ϵ�y���ӷŴ�������늙C*���x��ͬһ������ϵ�y�������ܲ��ܵõ�*��ƥ��Ͱl�]��
����
������FAUNC����ϵ�y���t���x��FANUC���]��FAUNC�ӷŴ�����FANUC��늙C��ͬһ����ϵ�y���Ӳ�ͬ��늙C��ͬ�t���������⡢�r��Ҳ������
����
����2�� �M�o늙C����Ť��Խ����푑������������ӡ��Ƅӡ� �Ӝp�١��ʴ_��λ���Q��Խ������λ����Խ�ߡ��r��ҲԽ��
����
����3�� 늙C����Խ����ÿ��犿��г��Ľ���������Խ�࣬�����C����������������Խ��������ҲԽ�ߡ�
����
���������x�书��
���ؼӹ����ı�����ȫ�]�h��ȫ���]���o���⣬�����D�_�������S�������S���Ԅ���м����늹���{�ȸ��ӹ��ܿɸ����͑�Ҫ���x�䣬���r��Ҳ�S֮���ӡ�һ��ӹ��н����õ���r��̫�ߵĸ������M��ȫ�����R�������ò�����пɟo�r������̫��Ąt�M�����䡣
����
�����ߡ�؛������
����
�������ڔ��ؼӹ����ďS�ұ��࣬�ڝM���Ñ����������ǰ���������á����܅���R���r��Ҳǧ���f�e����˿Ɍ����S�����]�Ĕ��ؼӹ�������Ԕ���Č��ȷ��������x������܃r���*�õĮaƷ��