�r(sh��)�g:2016-04-23 15:00 ��(l��i)Դ:ɽ�|����?c��i)?sh��)�ؙC(j��)�� �c(di��n)��:��
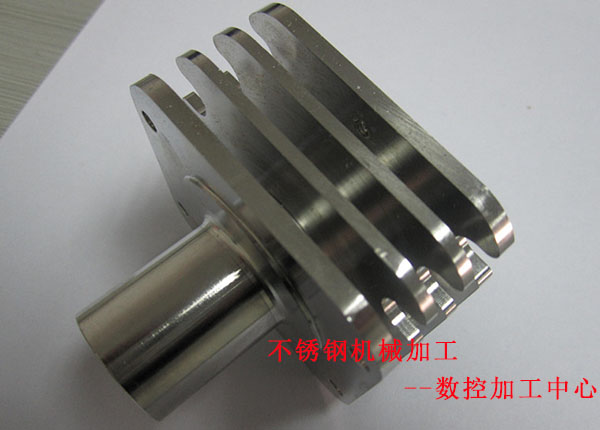
���P���?y��n)�����������|(zh��)ԭ�ܶ������Ô�(sh��)�ؼӹ����ļӹ����P䓕r(sh��)�ܿ�������֪����ʲô����? �Ե������٣� �D(zhu��n)�٣��M(j��n)�o���٣�����С������(j��)һ��(g��)�����v�⡣
����
����������������Ҫ�ӹ�һ��(g��)80×40��ѭ�h(hu��n)�ۣ��ی�5mm����Ȟ�3mm������ֱ��4�İ�䓵��_(k��i)�֣������ϸ�һ����һ�ѵ������еģ��D(zhu��n)��1300������1.5���M(j��n)�o50��80���ң���֪��ԓ��ô�{(di��o)���ӹ���
����
������(sh��)�ؼӹ����IJ��P䓵����x��
����
������ͨ���ӹ����P䓱��^�M(f��i)�������Ҽӹ�����(l��i)��Ч�����Ǻܺã���������^���Ԓ(hu��)�����h�_(k��i)�l(f��)��(zhu��n)�õIJ��P䓵��ߣ�����džμ��ӹ������Ԍ��M(j��n)�o�O(sh��)�����0.05mmÿ�D(zhu��n)���ң�Ҳ�����f(shu��)����㊵���S=2400,F=360,Z��һ�㲻Ҫ���^(gu��)1MM *����0.5-0.7MM֮�g������](m��i)�У��x�úϽ�Ϳ��Ҳ���ԣ�4�еģ��ij�����0.1~0.3֮�g���D(zhu��n)��1300~3000���M(j��n)�o600~1200���ÿ����x�õĵ��ߣ���������Ч���ܿ�Щ�����P䓲��üӹ����P(gu��n)�I�ڵ����ϡ��@�ӵĹ��������b�Aһ����Ҫ10~20��犰ɣ��ÿ���C(j��)���͵��ߵ��x�á��������.�D(zhu��n)�ٺ��M(j��n)�oֱ��Ӱ푵��㵶�ߵĉ������@��Ҫ�L(zh��ng)�r(sh��)�g�Ľ�(j��ng)�(y��n)�e�ۡ�
����
������(sh��)�ؼӹ����ļӹ����P����c(di��n)��
����
�������P䓱����䌍(sh��)Ӳ�Ȳ��ߵģ�ֻ���g�ԏ�(qi��ng)���������ܲ����ճ�������Ժ܂�����������׃�ԣ����ӹ�Ӳ��������һ��Ҫ�h�����D(zhu��n)�ٲ��˸ߣ��M(j��n)�oһ����F1500���ң��µ����M���p�٣�����Һ���Ҫ�ߡ�


�ͷ�")