����һλ�ώ����������깤�������Y��CNC�ӹ����ļӹ�ģ�������ע��Ć��}��
����
����
1 ���ʼ��o�����ʵ��x�ӹ������R
����
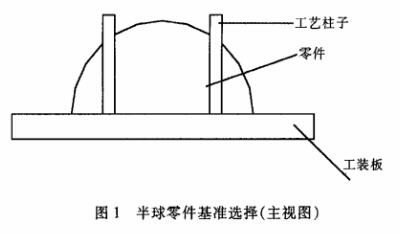
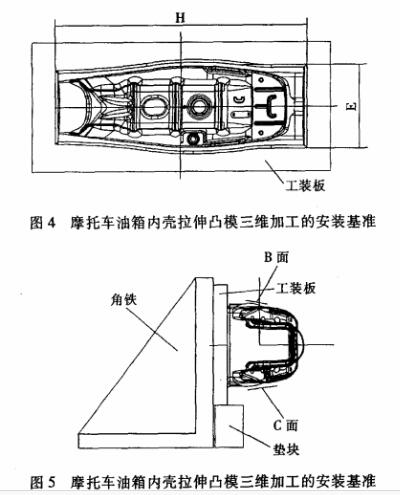
��������f�D���ǹ��̵��Z�ԣ���ô�D���ϵĻ����Ǽӹ����b���·�ˣ��ӹ������ڼӹ�����r�����ȱ���ڈD���ό��һ��ʣ���ͨ����r��,���횽��^�ٴ��ӹ���ĥ���ӹ�2���,�����M��CNC�ӹ��ġ��ڴ_�����ʕr,ͨ����B��,�����ֻҪ㊳�һ�l����߅��һ�����ʿ�һ���N�����ף����ڈD���Ϙ��R��������Ҳ�����ڹ�������ӛ̖���Ա�����һ�η������y���ߴ�r�����ʡ�Ȼ�����ڏ��s�����S����,ͨ������Ҫ�M���������S�ӹ��������M���N�ס��I�ۡ��ݽz�ļӹ��������҂������o�����ʵĸ�����磬Ҫ�OӋ�ӹ�һ��ֱ���馼600mm�İ������������Ҫ�M�����S����ӹ����������Ҫ�ӹ��I�۶�λ�����N��λ���ݽz��,��D1���D2��ʾ�����ԣ����OӋ�r,һ��Ҫ������OӋ4����ˇ���ӣ��ӹ��r��4����ˇ�����c���滥������M�мӹ���Ȼ���ټӹ�һ�K���b��,�ڹ��b���ϼӹ�һ������߅��һ�����ʿ�(X800,Y0),ͬ�r�ڹ��b���ϼӹ��������Ķ�λ�N���ݽz��,�@�Ӳ��ܰ��T���i�ڹ��b���ϣ��Ϳ����M�����S����ӹ��ˡ�ԓ���b��Ļ���߅�����ʿף����ڈD���Ϙ��R����n����Ȼ�����b��Ҳ��������ģ����档
����
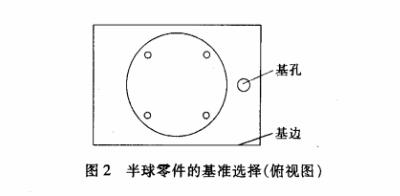
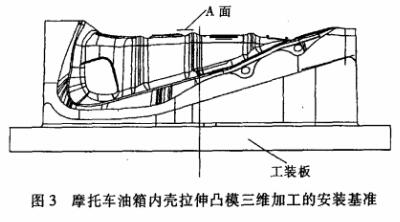
�������ڏ��s�����������f��һ����λ��B���M�����S�ӹ��Dz��ܝM��Ҫ��ģ�����Ҫ�M��3����λ������6����λ����������S�ӹ������磬�ӹ�Ħ��܇����Ț�����ģ��ģ�r��Ҫ��3����λ����������S�ļӹ�������ԓ����ߴ��L660mm,��330mm����320mm����D3���D4���D5��ʾ���@��һ�N��λ�ϼӹ���λ�Dz�������ɵģ�����Ҫ�ӹ�һ�K���b�壬�ڹ��b���ϼӹ�һ������߅��һ�����ʿײ��ӹ��cģ�ϵ��ݽz�ס��I�ۻ��N���������Ŀף��ڈD�����M�И��R��ӛ��»��ʿ����ˣ��@�����M��A��(���)�����S�ӹ���A��ӹ������A��ӹ���λ��㊳��o������E��H�ijߴ粢ӛ��ڈD���ϣ�����ӹ�B�桢C��r�Č����������ڼӹ�B���C��r������Ȍ����F�����������b�A�ڹ����_�ϣ����������D90°�����b�ڽ��F�ϡ��M��������������У��X ,Y,Z�ą����c�����х����c�����D���̶����ϣ�ͬ�r�����TҪӛ������Ա���һ������ˆT֪���ӹ����ʣ����M��У�����@�Ӿ��܉��ֹ���Ӱ���F�e�`��������a�ʡ�
����
����
2 �ּӹ��ij����Ƒ�ע��Ďׂ����}
����
����(1)�����ˆT�ھ��̕r�����Ȝy��ë���ߴ磬ʹ�ö��xë���ߴ��c����ߴ�һ��.�@�ӾͿ��Ա���ײ��
����
����(2)�ھ����ڲی��дּӹ�����r�ã����������µ���ÿ������0.8-1.0mm�������������µ�(�ܿ��g����)��ֱ���µ�Ҫ��2���M�o�ٶȣ���Z�S�M�o150mm/min��X,Y�M�o1500-2000mm/min�������һ���M�o�ٶȣ������a����
����
����(3)�ھ����ڰ��۴ּӹ�����r��ע�⣺�ٰ�ȫ�߶ȵ��x��Ҫ���_����t���a���F��б��ܶ��r���A��Ƭ���|��e�^�����a�����Ӽ�ɤ�����@�r���S�D��Ҫ���ͣ�ÿ��������ȼs0.6mm���ң��M�o�ٶ�Ҫ����׃С��
����
����(4)�ӹ�ģ���ڲ۴ּӹ��r��ͬ�r�������c���.�@�Ӯ����㊵��^��r����ӹ���б���¶��^��r����������^��.�����^�����@�����ӹ���B�£����hֹͣ�ӹ�����׃�ӹ���ˇ�������õ��x���μӹ�����������M�І������������@�ӼȺüӹ����ֹ�ʡ�r�g�����L���߉�����������a�ʡ�
����
����(5)�ھ����дּӹ��r��Ҫע���x��õ��ߵ����c�g����Pϵ�����ú�Ҫ�M�Ќ��wģ�M�\�У��z������Ƿ����^�ЬF��ͬ�r�^��ÿ�ӌ����Ƿ�ӹ���λ��������Еr���g��̫��ÿ�Ӽӹ����Ƀ����a��������_(��)��@�ӽo��һ�����мӹ��������y���������l���F����Ҫ����Ӌ��ֱ����Þ�ֹ��
����
����
3 ���ӹ����̼ӹ���ע��Ďׂ����}
����
�������ڴּӹ����¼ӹ��������ܵ��ߵ����ƣ��ּӹ�����PD40(R5mm)�ĵ��ߣ����ӹ�����QT20��QT16��QT10�ȣ��ֲ�С���۴ּӹ��o����λ�����������^�࣬���ھ��ӹ�֮ǰ��һ��Ҫ���M�������뾫�ӹ����@��ʹ������*�������a���ֲ�����̫����a���F��
����
�����ھ��Ƶȸ����εľ��ӹ�������^���У������ˆT������ֱ���µ����t���µ�̎���a���^�ЬF���@���ھ���ģ�߁��v���Dz����Եģ��ʽ��h�����ˆT�ھ��Ƶȸ����εľ��ӹ��r��һ��Ҫ���M�����˵��ķ�ʽ���ˣ��ڶ��x�µ��c�r���ڲ���Ҫ��б���ϻ����¶��^���б���µ����@�Ӽӹ������ı����|���^�á����ھֲ�С���۶��ԣ�Ҳ�����������߾��ӹ����治�ܼӹ���λ���ʱ����*С�ĵ��߁����x�����������M�оֲ����S�ӹ���
����
�����ھ��̼ӹ��У������S������ģ��ʣ��t�ӹ������횵�λ���ӹ�ģ�r������^��һ���Ϻ��ڈD���ϻ��ڳ����ϼ��Ԙ��R���@�Ӳ���Ū�e����t�����װl���e�`���ӹ�����]���Ϻ�����·�����Ӱ�ģ�߽�؛�ڣ��@�N�F���ܰl����