����һ�㔵(sh��)��ϵ�y(t��ng)����늳أ��е���ϵ�y(t��ng)늳أ��Á�����ϵ�y(t��ng)����(sh��)���е��ǽ^��λ�þ��a����늳أ�����ӛס���c�������L�r�g���_�C(j��)������늳؛]늣���(d��o)�C(j��)����(sh��)��(j��)�Gʧ��
����
����С�����Ѹ�λҪ���ڽo�C(j��)�P(gu��n)��*�Q늳ء��e���ݼ��P(gu��n)�C(j��)ǰ����*�Q늳ء�
����
��������ӹ����ęC(j��)���_�C(j��)�ѽ�(j��ng)�]��˵IJ���������
����
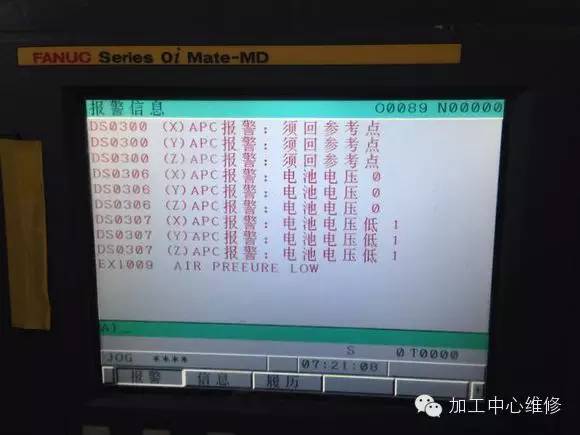
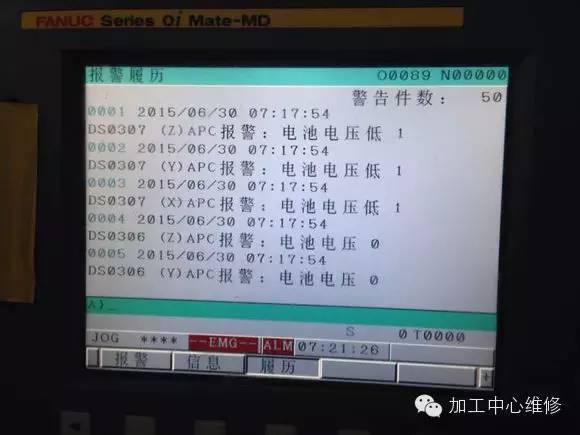
����Fanucϵ�y(t��ng)*�Q늳أ�����ڙC(j��)����늵���r��*�Q늳أ�����*���κ΅���(sh��)��
����
������t�谴�����²��E��
����
����1.Fanucϵ�y(t��ng)���@ʾ�������늳�ֱ��*�Q��
����
����2.FANUC 0Iϵ�y(t��ng) �(q��)�����ϵ�늳أ�늙C(j��)�^�����a���r�õģ����oײ�K�����ã�*�Q��Ҫ�����O(sh��)�������c����FANUC 0Iϵ�y(t��ng)�� 1815#5��1815#4 ����oײ�K���ㅢ���c�O(sh��)����.
����
����FANUC 0I MATE TDϵ�y(t��ng)�oײ�K�����c���O(sh��)�����E���քe��X�S��Z�S�Ŵ����ϵ�늳ذ��b�ϡ��х���(sh��)1815#5�O(sh��)��1 ���oײ�K�����c��ʽ��Ч��
����
�����х���(sh��)1815#4 �O(sh��)���㡣
����
�������֓u��ʽ�·քe��X�S��Y�S��Z�S�u��Ҫ�O(sh��)�������c�ĵط����ٰх���(sh��)1815#4�O(sh��)��1.
����
�����љC(j��)����늣���������늡�
����
�������֓u��ʽ�·քe��X�S��Z�S�u��100��MM ��
����
�����ٰѷ�ʽ�x��ŵ� ���㷽ʽ���քe�M(j��n)���քӻ��������������ɺ�����(y��ng)�S�Ļ���ָʾ��������
����
�������քӻ���������X��Z�S�Ļ������������ʾ���cλ���O(sh��)���ꮅ��Ȼ���O(sh��)��ܛ��λ��ֵ������(sh��)1320̖�ͅ���(sh��)1321̖��
����
�����ڼӹ�ǰ��Ҫ�����M(j��n)�Ќ�������
����
�������*�Qȫ�µ�늳؎���͛]��ˣ����Բ�ԃһ��λ�þ��a���Ƿ��І��}������늣�����(li��n)ϵ�S���̎�������Q��