�����ӹ����ľ��̵ķ�����Ҫ�ЃɷN���ֹ����̺��ԄӾ��̡�
����(l���ֹ����� �ֹ�������ָ����������ؼӹ�����ĸ������E(������������D�ӡ��_���ӹ�������Ĺ�ˇ��Ϣ������̎��������Ч�س���Ρ�����ĺ�ԇ�еȣ������˹�����ɡ��@�N���̷�ʽ���^���Σ����������գ��m���ڎ��Π̫���s��Ӌ����^���Ρ��ӹ�����ľ��̡��������Π���s�������Ӌ�㷱�������������ֹ������y�Ԅ��������o����������
����(2)�ԄӾ��� �ԄӾ�����ָ��Ӌ��C�o�����ɔ��س������˹�Ӌ��܉�E���˺;�������Ρ��ԄӾ��̏��a���ֹ����̵IJ��㣬����Q���ֹ����̟o�����F�ij���Ŀǰ�õ�*����ԄӾ��̷�ʽ������CAD/CAMܛ��������������OӋ����ˇ�������ӹ����̡����档
����������Ҫ��B �ӹ����ľ��̽̌W--�ֹ����̷�����
����1������Y��
���������Ĕ��ؼӹ����ij����г���̖������κͳ���Y���M�ɡ�����Y��ʾ�����£�
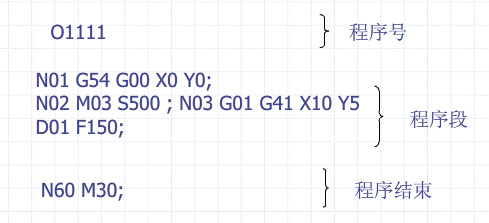
����(l������̖ ����̖�dz�����_ʼ��ӛ���������b���ڴ惦������Ŀ��в��ҡ��{�á�����̖�ɵ�ַ�a�;�̖(4λ����)�M�ɡ���ͬ�Ĕ���ϵ�y������̖��ַ�a���õ��ַ�Ҳ��ͬ.��FANUCϵ�y��0,SIEMENSϵ�y�t��%�������̖�ĵ�ַ�a��
����(2)����� ��ʽ���M�ɳ�����ɳ������̖�֡���ַ�����ֵȽM�ɡ����ʽ�e������:
����N03C01G41XI0Y5D01F150;
����N03-�����̖���ɳ���ε�ַ��N�c�������M�ɡ�
����GO1,G41-�ʂ书��ָ��ɱ�ʾ�ʂ书�ܵ�ַ��G�͔������M�ɡ�
����X1O,Y5-�����S��ַ�֣������˵�ַ�������ֽM�ɡ�
����DO1—����İ돽�a�����ܣ�����ֱ�ʾ�a���ĵ���̖��
����F150—�M�o���ܣ������Ĕ��ֱ�ʾ�M�o�ٶ�ֵ��
�����ڳ�����б�ʾ��ַ��Ӣ����ĸ�ɷ֞�ߴ��ַ�ͷdzߴ��ַ�ɷN����ʾ�ߴ��ַ��Ӣ����ĸ��X,Y,Z,U,V,W,P,Q��i,j,K,A,B,C,D,E,R,H��18����ĸ;�dzߴ��ַ��N,G,F,S,T,M,L,O8����ĸ��
����(3)����Y�� ����Y��һ�����o�����ܴ��aM02��M30����ʾ��
�ӹ����ľ��̽̌W--�ֹ����̷���Ҳ����һƪ��ƪ�����܉��B��ģ��W�ϵ��Y���еı�����ճ�N����Ŀȫ�ǣ����@��С���ѽ̌W��������ęn�����ڰٶ��ƱP������Ҫ�Ŀ���ȥ���d��
http://pan.baidu.com/s/1i34b9rf