ʲô��ӲҎ(gu��)�ӹ����ģ�ӲҎ(gu��)�ӹ�����һ����ָ��(d��o)܉�ʹ���һ�w�T�죬Ȼ�����ǻ��A(ch��)�ϼӹ�����(d��o)܉�����������T�����(d��o)܉���Π��ͨ�^���ĥ����ӹ��ɵČ�(d��o)܉������Ӳ܉���ӽ��|���^�����ԙC(j��)�����ԏ�(qi��ng)����(w��n)���Ըߡ�
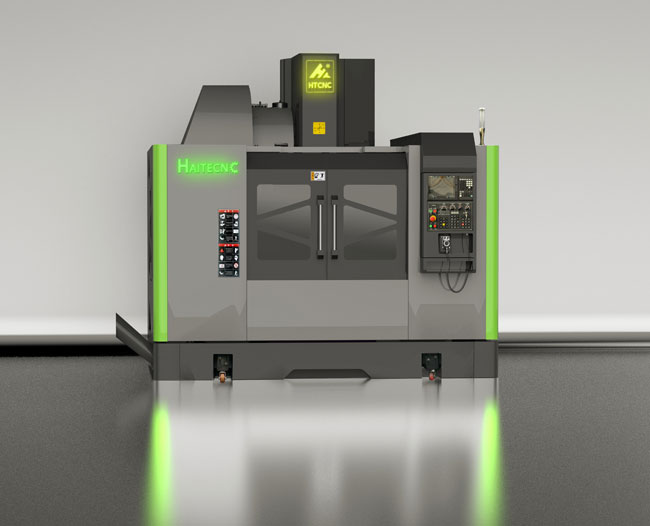
1060Ӳ܉�ӹ��������ã�
1��CNC����ϵ�y(t��ng)�����ձ��l(f��)�ǿ� 0i -MF������(sh��)��ϵ�y(t��ng)��ϵ�y(t��ng)�����ٸ߾������a(b��)ǰ���μӜp�ٹ�����֧�����S(li��n)�ӣ����S�ŷ�늙C(j��)�������ձ��l(f��)�ǿƽ^��ֵ늙C(j��)�c���a�����_���˿���ϵ�y(t��ng)�ķ�(w��n)���Ըߡ��ٶȿ죬���ȸߵȃ�(y��u)�c���߂���ģ�������c�C(j��)�ӹ���(y��ng)�е�������
�x��ϵ�y(t��ng)�������P���ۡ��_���´�+�ձ��������ձ����⡢�ձ�FANUC���l(f��)�ǿƣ��������T�ӵȡ�
2��X��Y��Z�S�M(j��n)�o������Ӳ܉���O(sh��)Ӌ������Y��?q��)�܉����܉�������o����(d��o)܉���C(j��)����(d��o)܉���S��(d��o)܉���������(j��ng)���l���̎�����ٽ�(j��ng)����ĥ������Ϸ��ؘ�֬TURCITEB��ʹÿһ̎�N�������ȫ��������������˙C(j��)����(d��o)܉��ʹ�É���ͬ�rҲ�����˙C(j��)�����ȵķ�(w��n)���ԡ�
3���߄��ԡ��߾������S�������_���I�����S��
(1)���S늙C(j��)ͨ�^��Ť��ͬ�������ӣ��ɏ�(qi��ng)���������Ҝp�͂��������������a(ch��n)����
(2)���S���þ��ܼ��ձ�NSK�S�У����١��߾��ܣ�*���D(zhu��n)�ٿ��_(d��)8000r/min��
(3)���S���w����1:1���Nƽ�����أ�����*�ɿ�����(w��n)����ʹ���S�ڸ����\�D(zhu��n)�r������a(ch��n)������F(xi��n)�_���õļӹ����ȡ�
4�������_����ͥC3���߾��ܡ��ߏ�(qi��ng)�ȝL��z�ܡ������M(j��n)�ڸ߾����i�o��ĸ���L��z�ܽ�(j��ng)�A(y��)�����������˂��ӄ��Բ��������\�ӕr�a(ch��n)���ğ�׃��Ӱ푣�����_���˙C(j��)���Ķ�λ���Ⱥ��؏�(f��)��λ���ȡ�
5������ԭ�b�_��ʥ��24�шA�P���죬�M���Ԅӻ�Ҫ���ֽ����˙C(j��)�������ʡ��x�䣺��(sh��)��㊴���������
6���C(j��)�������ܷ�ʽ��(d��o)܉���o(h��)�֣���Ч�ı��o(h��)��(d��o)܉�ͽz�ܣ����L��ʹ�É�����
7����(d��ng)�C(j��)�������wʽȫ���o(h��)�r���C(j��)���ڏ�(qi��ng)����м�r���C�����ӣ�����o(h��)�ӌ�����
���ɸ���(j��)�͑�Ҫ�I(y��)�O(sh��)Ӌ�_�l(f��)���a(ch��n)Ʒ�����ò�ͬ�r��Ҳ��ͬ��Ո�Iǰ��ԃ�� �_����ҪӲ܉߀�Ǿ�܉����ϵ�y(t��ng)��Ҫ�� �������Ҫ���Ƿ�Ҫ�����S���ij�ˮ�������������S����C(j��)�ȣ�
1060Ӳ܉�ӹ����ļ��g(sh��)����(sh��)��
|
�C(j��)�� |
XH1060 |
|
X����(bi��o)�г� (mm) |
1100 |
|
Y����(bi��o)�г� (mm) |
600 |
|
Z����(bi��o)�г� (mm) |
600 |
|
�����_Ҏ(gu��)���L×���� (mm) |
1200×600 |
|
�����_*���d��(kg) |
800 |
|
���S���ľ����������挧(d��o)܉���x(mm) |
625 |
|
���S�����������_��ƽ����x(mm) |
120��670 |
|
X��Y��Z�����M(j��n)�o��(mm/min) |
1-4000 |
|
X��Y��Z�����M(j��n)�o�ٶ�(m/min) |
16 |
|
���S�D(zhu��n)�ٷ��� (r/min) |
50��8000 |
|
���S�F�� |
BT40/BT50 |
|
���S늙C(j��)(kw) |
11/15 |
|
�����_T�Ͳ�(mm)�۔�(sh��)×�ی�×�۾� |
5/18/110 |
|
�؏�(f��)��λ���� |
0.005 |
|
����� |
0.0075 |
|
ʹ��Դ�≺��(MPa) |
0.6-0.8 |
|
�C(j��)��݆����L×W×H��(mm) |
3250*2450 |
|
�C(j��)������ (kg) |
7800 |