

加工中心編程的方法主要有兩種:手工編程和自動編程。
(l)手工編程 手工編程是指編制零件數控加工程序的各個步驟(包括分析零件圖樣、確定加工中所需的工藝信息、數據處理、編寫效控程序單、程序的核驗及試切等)均由人工來完成。這種編程方式比較簡單,很容易掌握,適用于幾何形狀不太復雜、計算比較簡單、加工程序不多的編程。但對于形狀復雜的零件,計算繁瑣,程序量大,手工編程難以勝任甚至無法編出程序。
(2)自動編程 自動編程是指用計算機輔助生成數控程序,不需人工計算軌跡坐標和編寫程序單。自動編程彌補了手工編程的不足,并解決了手工編程無法實現的程序。目前用得*多的自動編程方式是利用CAD/CAM軟件行零件的造型設計、工藝分析及加工編程、仿真。
本文主要介紹 加工中心編程教學--手工編程方法。
1、程序結構
完整的數控加工中心程序有程序號、程序段和程序結束組成。程序結構示例如下:
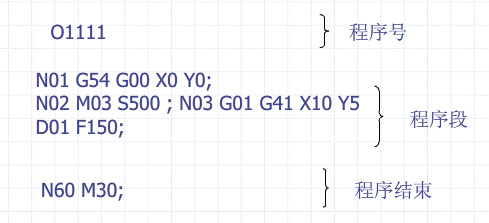
(l)程序號 程序號是程序的開始標記,供數控裝置在存儲器程序目錄中查找、調用。程序號由地址碼和編號(4位數字)組成。不同的數控系統,程序號地址碼采用的字符也不同.如FANUC系統用0,SIEMENS系統則用%作為程序號的地址碼。
(2)程序段 格式及組成程序段由程序段序號字、地址、數字等組成。其格式舉例如下:
N03C01G41XI0Y5D01F150;
N03-程序段號,由程序段地址符N與數字所組成。
GO1,G41-準備功能指令。由表示準備功能地址符G和數字所組成。
X1O,Y5-坐標軸地址字,由坐標地址符及數字組成。
DO1—刀其的半徑補償功能,其后數字表示補償的刀其號。
F150—進給功能,其后面的數字表示進給速度值。
在程序段中表示地址的英文字母可分為尺寸地址和非尺寸地址兩種。表示尺寸地址的英文字母有X,Y,Z,U,V,W,P,Q、i,j,K,A,B,C,D,E,R,H共18個字母;非尺寸地址有N,G,F,S,T,M,L,O8個字母。
(3)程序結束 程序結束一般用輔助功能代碼M02成M30來表示。
加工中心編程教學--手工編程方法也不是一篇兩篇文章能夠介紹完的,網上的資料有的被復制粘貼的面目全非,在這里小編把教學書掃描成文檔保存在百度云盤,有需要的可以去下載。http://pan.baidu.com/s/1i34b9rf
加工中心編程教學--手工編程方法也不是一篇兩篇文章能夠介紹完的,網上的資料有的被復制粘貼的面目全非,在這里小編把教學書掃描成文檔保存在百度云盤,有需要的可以去下載。http://pan.baidu.com/s/1i34b9rf




