�r(sh��)�g:2016-01-18 14:25 ��(l��i)Դ:ɽ�|����?c��i)?sh��)�ؙC(j��)�� �c(di��n)��:��
����1����ꇬF(xi��n)��
����
����ij��ʽcnc�ӹ����IJ���FANUCO-MD��(sh��)��ϵ�y(t��ng)���Q����ʽ���þͽ��Q������һ��ԇ�\(y��n)�г����^(gu��)���аl(f��)������F(xi��n)�Q���r(sh��)����(k��)�������D(zhu��n)��������Q�����c��Ҫ�Q�ĵ��߲����ϣ�����Ҫ�QN+1̖(h��o)���ߣ��s�Q����N-1̖(h��o)���ߡ����ǙC(j��)���](m��i)�Ј�(b��o)�������Һ�߅�ij����ճ��\(y��n)�У�ֱ������Y(ji��)����
����
����2�����Ϸ���
����
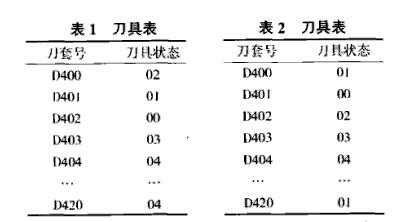
�������F(xi��n)�����Ժ��Ȍ�(du��)���߱��M(j��n)�Йz�飬�l(f��)�F(xi��n)��(d��ng)ǰ��λ(D400̖(h��o)����)��ӛ��c��(sh��)�H��������Q��λ�ϣ�D420̖(h��o)����(sh��))��ӛ��c��(sh��)�H����(���߱����1)��ͬ�r(sh��)��ԓ�Q��λӛ�����(du��)��(y��ng)�ĵ��ׅ���(sh��)̖(h��o)��ա��C������(k��)���������c����(k��)��(c��)Ӌ(j��)��(sh��)����(y��ng)ԓ�](m��i)�І�(w��n)�}���ٌ�(du��)�C(j��)������(k��)���Ʋ����M(j��n)�Йz�飬��Ӳ����(j��ng)��(c��)ַ�Д�Ҳ�](m��i)�Ю������ɴ˳����_������(k��)����ϵ�y(t��ng)����������ǰ�Εr(sh��)�g���^(gu��)һ��늾W(w��ng)����(d��ng)���Ķ����]ԓ���ό���늾W(w��ng)����(d��ng)����ĸɔ_�F(xi��n)��
����
����3�����Ͻ�Q
����
���������Д�ԓ���Ϟ�늾W(w��ng)����(d��ng)�ɔ_��������˰ѵ���(k��)�֏�(f��)������λ�ü��ɡ���(d��ng)?sh��)��?k��)�ص���ʼλ�ú�����(g��)ϵ�y(t��ng)�֏�(f��)����ʼ��B(t��i)������ʹ�O(sh��)��̎������������B(t��i)�����@��(g��)˼·���ÙC(j��)����(c��)�ĵ���(k��)���M(j��n)�ք�(d��ng)���oʹ����(k��)�ص���ʼλ�ã����¾��Ƶ��߱�(���2)��Ȼ��������(d��ng)ϵ�y(t��ng)���O(sh��)�乤��������